




モジュールの7大マスタを徹底解説!.png)
QM(品質管理)モジュールを使うにあたって、以下7つのマスタが存在します。
- 品目マスタ
- 作業区
- 品質検査特性
- 品質検査方法
- 抜取方式
- 品質検査計画
- 品質情報レコード
QMモジュール自体、すべてのマスタを登録せずとも使用可能です。
そのため、この記事ではパターンごとに切り分けて、設定必要なマスタの解説をしていきます。
品質検査プロセス
まずマスタの話をする前に、品質検査プロセスを理解しておく必要があるので、簡単に説明します。
品質検査プロセスは、以下3Stepで処理されます。
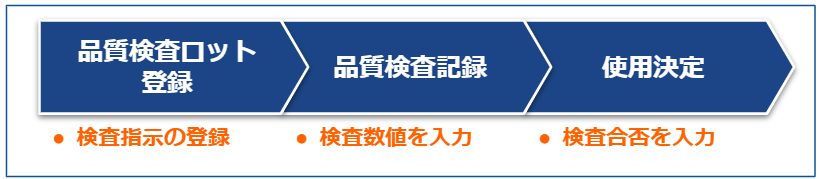
- 品質検査ロット登録:品質検査指示を登録
- 品質検査記録:検査結果の数値などを品質検査ロットに対して入力
- 使用決定:検査合否を品質検査ロットに対して入力
品質検査プロセスについては、こちらの記事で詳しく解説しているので読んでみてください。
の概要ついて徹底解説!.png)
7つのマスタでは、それぞれ以下のプロセスに効いてきます。
- 品目マスタ:品質検査ロット登録
- 作業区:品質検査記録
- 品質検査特性:品質検査記録
- 品質検査方法:品質検査記録
- 抜取方式:品質検査記録
- 品質検査計画:品質検査記録
- 品質情報レコード:購買発注(仕入品のみ)
品質検査実施パターン
マスタ設定は、品質検査プロセスをどこまで実施するかによって設定必須なマスタ・設定任意なマスタが分かれます。
品質検査の実施パターンは、大きく3つに分かれます。

【パターン①】
品質検査システムとSAPを連携するパターンです。
このパターンでは細かい品質検査記録は、品質検査システムで実施します。
そのため、品質検査ロット登録 と 使用決定のみができればOKです。
この場合、品目マスタのみ設定をします。
【パターン②】
SAPのみで実施するパターンで、最低限設定が必要なマスタが以下です。
- 品目マスタ
- 作業区
- 品質検査特性
- 品質検査計画
- 品質検査方法
- 抜取方式
- 品質情報レコード
上記マスタを設定することでパターン①と比べ、パターン②では品質検査記録プロセスが実施可能になります。
マスタ設定は、以下のような紐づきになります。
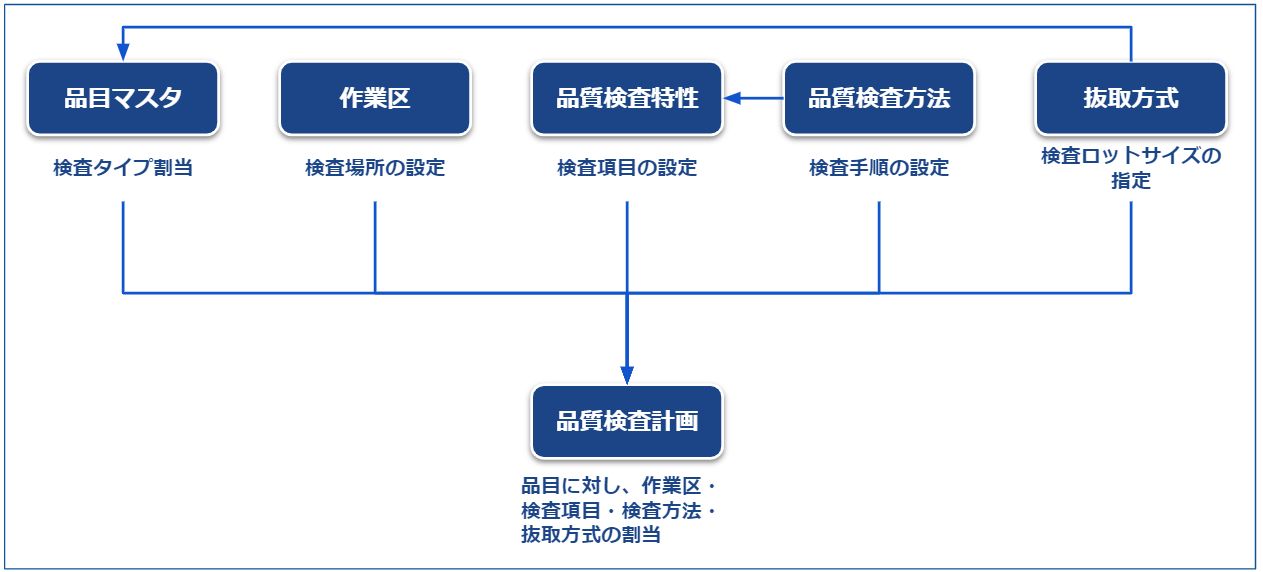
品目マスタ・作業区・品質検査特性・品質検査方法・抜取方式をそれぞれ個別で設定し、品質検査計画で各マスタの紐づけを行います。
品質検査方法は品質検査特性に直接紐づけることも可能です。(品目によって検査方法が変わらない場合は、直接検査特性に紐づける方が、マスタメンテナンスは楽です)
抜取方式は品目マスタに直接紐づけることも可能です。
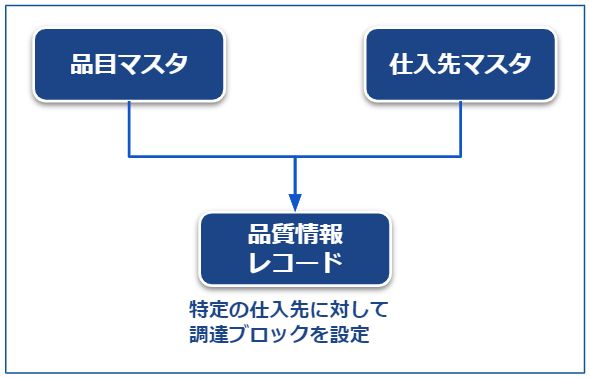
品質情報レコードは、品目x仕入先ごとに設定します。
それでは各マスタの設定・内容について解説していきます。
品目マスタ(T-code:MM01)
品目マスタの品質管理ビューにて設定します。
ここで「検査タイプ」を割り当てます。 検査タイプとは検査実施方法のことです。
こちらがよく使用される検査タイプ一覧です。
| 検査タイプコード | 名称 | 説明 |
| 01 | 発注入庫検査 | 仕入品の発注入庫時に品質検査ロット登録 |
| 03 | 工程内検査 | 製造指図リリース時にに品質検査ロット登録 |
| 04 | 製造指図入庫検査 | 製造品入庫時にに品質検査ロット登録 |
| 05 | その他入庫検査 | その他入庫時(発注外入庫など)に品質検査ロット登録 |
| 06 | 得意先返品検査 | 得意先からの製品返品入庫時に品質検査ロット登録 |
| 08 | 在庫転送検査 | 在庫転送入庫時に品質検査ロット登録 |
| 09 | 再検査 | 次回検査日超過時に品質検査ロット登録 |
1品目に対して、複数検査タイプを割り当てることができます。
例えば、原材料に対して、01(発注入庫検査)と09(再検査)を割り当てることにより、入庫時に検査発生・次回検査日超過時に検査発生ということが可能になります。
作業区(T-code:CR01)
生産マスタで設定する作業区と同じマスタです。
品質管理で使用する場合、用途:002(品質検査計画のみ)を指定します。
品質検査特性(T-code:QS21)
品質検査特性は、検査項目を設定します。
例えば、「粘着度」「温度」「幅」など、品質検査部門が検査時にチェックをする項目を設定します。
品質検査特性は、「定量特性」と「定性特性」の2種類があります。
定量特性は、上限値・下限値を設定し、範囲内の数値であれば合格 というような設定をします。
定性特性は、OK/NG、True/False という合否を出すような項目を設定をします。
品質検査方法(T-code:QS31)
品質検査方法は、検査手順をテキストベースで記載しておくマスタです。
検査方法特性を紐づけることも可能です。
抜取方式(QDV1)
抜取方式では、品質検査で使用するロットサイズの設定をします。
検査ロットサイズは、固定・パーセンテージ・その他 から指定可能です。
品質検査計画(T-code:QP01)
品質検査計画は、プラントx品目単位に設定します。
品質検査計画では、どの品目で、どの作業区で、どの特性の検査を、どの検査方法、どういったロットサイズで検査実施するかを設定します。(このマスタ設定が品質検査マスタで一番キーとなるマスタです。)
まず初期画面で 用途:5(品質検査計画)、ステータス:4(リリース済)を指定します。
その後、作業明細に対して、作業区を指定します。
管理キーは作業区に設定されているものを自動導出 or 品質検査計画ごとに設定でもOKです。
最後に、作業明細に対して、品質検査特性を紐づけていきます。1作業明細に対し、複数品質検査特性を紐づけ可能です。 品質検査特性に対して、品質検査方法・抜取方式を指定します。
品質検査特性の上限値・下限値は、品質検査特性マスタから自動で導出されますが、品質検査計画上で変更可能です。
品質情報レコード(T-code:QI01)
品質情報レコードは、品目x仕入先xプラント単位に設定します。
同じ品目でも仕入先単位で検査実施有無の制御をしたい場合に設定します。
設定できる主な内容は以下です。
- 発注ブロック(過去に欠陥品があり、発注を停止する場合に設定)
- 検査なし(特定の仕入先に対しては検査しない場合に設定)
サマリ
ここまで品質検査をするためのマスタ設定について解説してきました。
品質検査マスタで重要となるのが、品目マスタ・品質検査特性・品質検査計画の3つです。
SAPで品質検査を実施する場合、この3つのマスタ設定が重要になってきます。
QMモジュールを導入する場合、ここのマスタ設定についてクライアントと調整していく必要があるので、マスタ設定について理解したうえで、クライアントと詰めていってもらえればと思います。

.jpg)
